
試作第一号。
厚さ25mmと15mmで製作。
【はじめに】
以前、東京のM5乗りのchachaさんが姫路へ来られたときに、ウダウダのなかでロールセンターの話題が出た。
車高を下げた車は必ずロールセンターがずれているので修正しないといけない。でもほとんどはそのまま乗っており本来の乗り味は無くなっている。
chachaさんのM5も同じ状態だった。 そこで試作と言うことで製作をした。
プロトタイプは、アルミで製作してアルマイト加工をしたものだった。なかなか評判が良くて、また製作依頼が来たので紹介することにした。
【ロールセンターアダプタープロトタイプ】
試作第一号。
厚さ25mmと15mmで製作。
【ロールセンターアダプターの製作】

まずは、材料となる鉄板の切り出しから始める。
秘密基地の大きなバンドソーで一刀両断。

今回は強度のことも考えて鉄で作ることにした。
アダプターのサイズにカットする。

2種類の厚さをカット。
厚さ19mmと28mmの板。

切り出した板をフライス盤で四角く仕上げる。

たて、横、厚さを寸法にする。

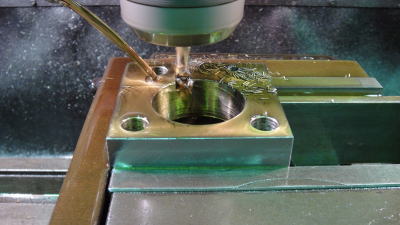
デジタルで数値が出るので、フライス盤で穴あけ加工をする。

各穴位置に数値を合わせて穴を明けていく。

中央の大きな穴はこちらのラジアルボール盤で加工。

60mmくらいの穴でも簡単に明けられる。

穴あけ加工が終了。
次はまたまたフライス盤で表面の凸凹の加工。
凹の加工中。
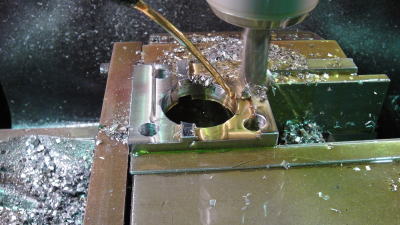
凸の加工中。

凸凹の加工が終了。

分かりにくいので横からの画像。
ねっちゃんと凸凹がついてるでしょ。(^o^)b
ただし、ここの精度が重要なのだ。
もう一度フライス盤で最後の加工。
余分な部分のカットをする。
もちろん重量を軽くする為でもあるだ。(^o^)b
角の部分も一緒にカットしておく。
そうするとあとのアール仕上げが楽になる。
写真を撮りながらやってたら一箇所削りすぎた。(;~.~A)
残った角の部分をベルトサンダーでアールに仕上げる。
角が合っても支障は無いが、其処はプライドが許さない。(爆)
全ての角が丸くなった。
これで、加工は全て終了。

当然しっかりとブランド名を入れる。(^o^)/

サービスで、黒染め加工をすることにした。
油分があると斑になるので、しっかりと脱脂する。

黒染め剤に浸ける。

入れて数秒で黒く変化してくる。

ほとんど黒くなった。

攪拌しながら3分ほど浸けたら、水洗いをして乾燥させる。

仕上げ剤(オイル)に10分ほど浸け込む。

余分な仕上げ剤を拭き取る。
このとき薄らと油膜を残すのがコツ。
すると後々錆が付き難い。

ロールセンターアダプターの完成で〜す。(笑)
これで、本来のハンドリングが蘇ることだろう。
なお、仲間内での依頼なので製作していますが、一般にはお受けできませんのでご了承下さい。(;^.^A)
![]()
![]()
![]()
![]()